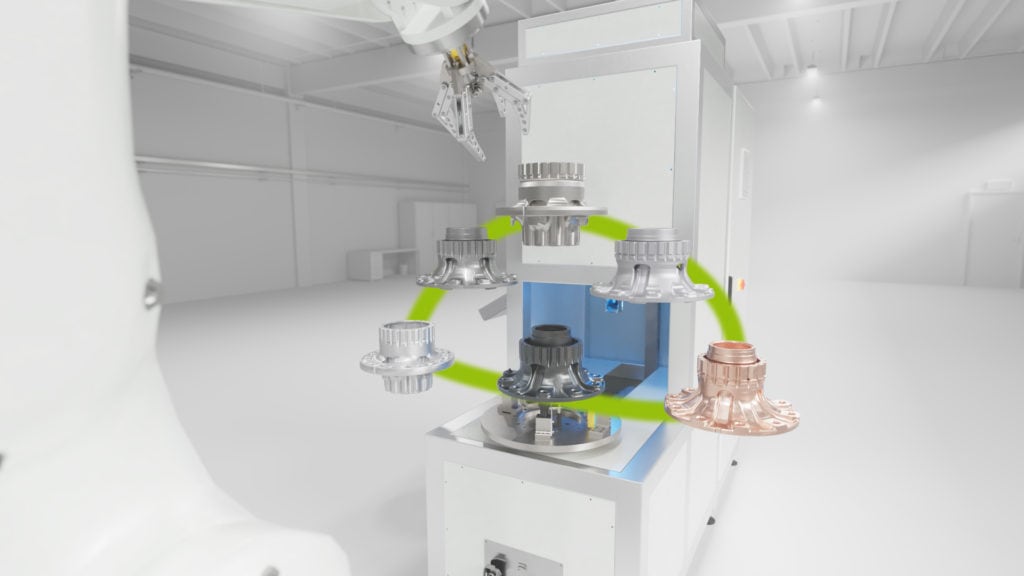
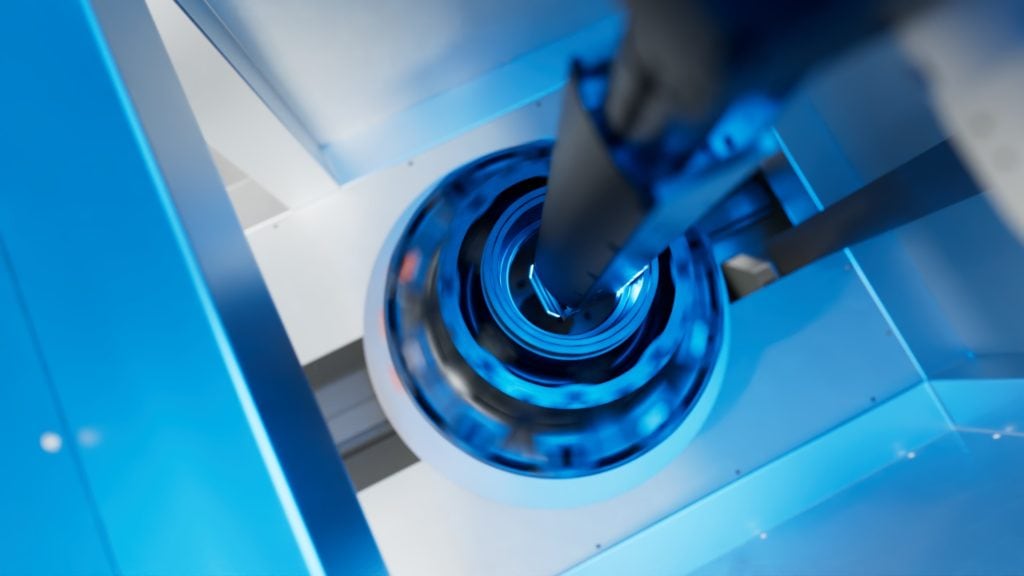
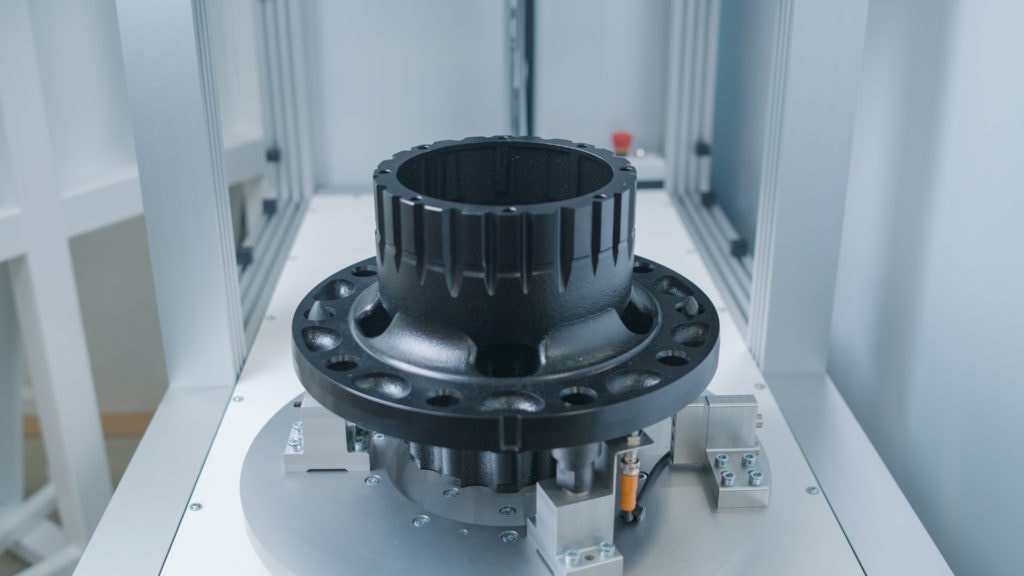
We detect various defect patterns that can be exposed through production steps such as milling. These include, for example, grooves, pores, scratches, flaws and chips. We use modern methods such as anomaly detection for detection.









You have to load the content of Recaptcha to send the form. Please note that data is replaced with third -party providers.
More informationYou are currently seeing a placeholder from Instagram . To access the actual content, click the button below. Please note that data is passed on to third -party providers.
More informationYou have to load the content of Recaptcha to send the form. Please note that data is replaced with third -party providers.
More informationYou are currently seeing a placeholder of gymnastics . To access the actual content, click the button below. Please note that data is passed on to third -party providers.
More information