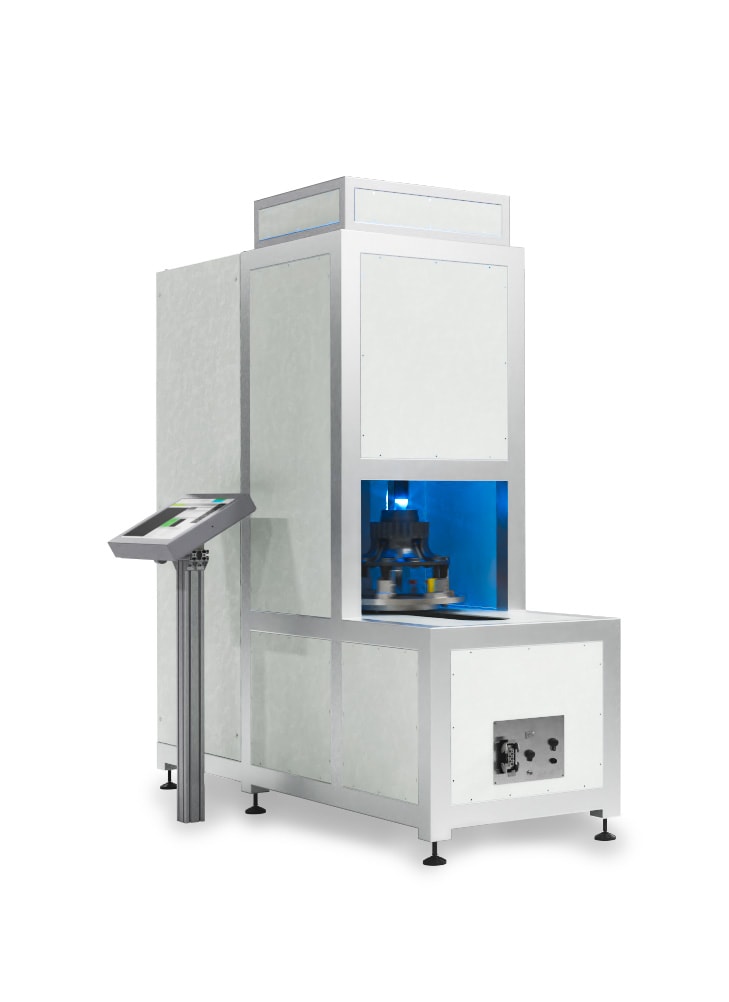









Check internal surfaces of rotationally symmetrical surfaces with our VISION.SPECTOR.
Our testing system is specifically designed to examine defects on internal, rotationally symmetrical surfaces during production. This way you can ensure that the internal surfaces of these components are free of defects.
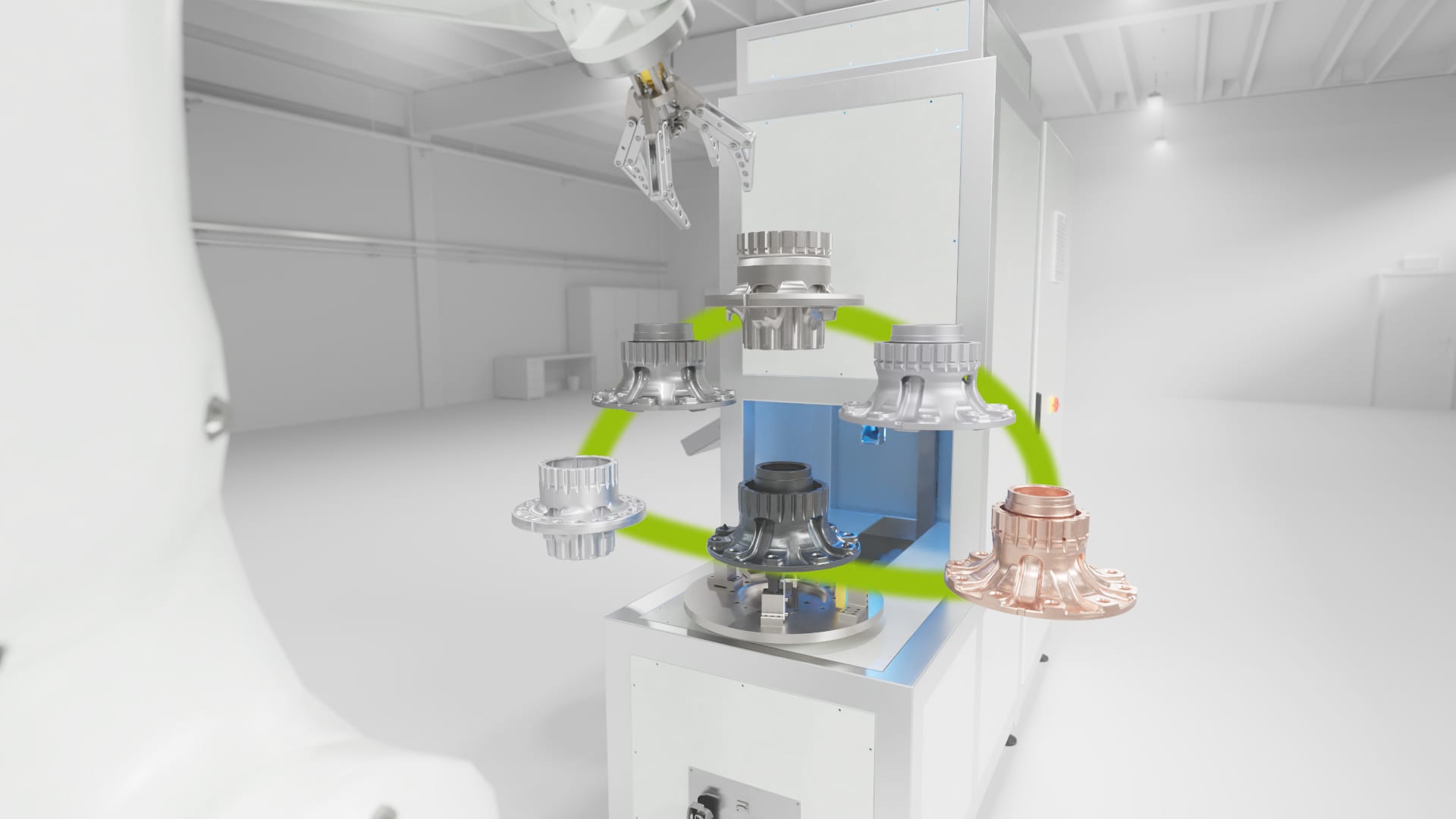
Internal surfaces such as turbine housings, brake cylinders, bearing inner surfaces or gearbox housings play a crucial role in the subsequent reliability and functionality of your components. Defects such as scratches, blemishes, chip impressions or pores can significantly affect this.
Accurate in-process testing of various test characteristics is crucial to ensure that your rotationally symmetrical surfaces meet the highest quality standards and ensure the performance and safety of your products.
We detect various defect patterns that can be exposed through production steps such as milling. These include, for example, grooves, pores, scratches, flaws and chips. We use modern methods such as anomaly detection for detection.
Thanks to a flexible carrier unit, the testing system can also test larger or smaller variants of components without having to convert the system. Thanks to the recipe database, the conversion takes place in a short time.
We measure test parts in production cycles with an average rotation speed of 180°/s. The movable Z-axis with a movable measuring height of 350mm allows several surfaces with different diameters to be tested in one process.
With a pixel resolution of approx. 25 µm, our system detects pores starting from a size of 0.3 mm. With a large image field of 40 mm, we can cover even large interior surfaces in just a few seconds.
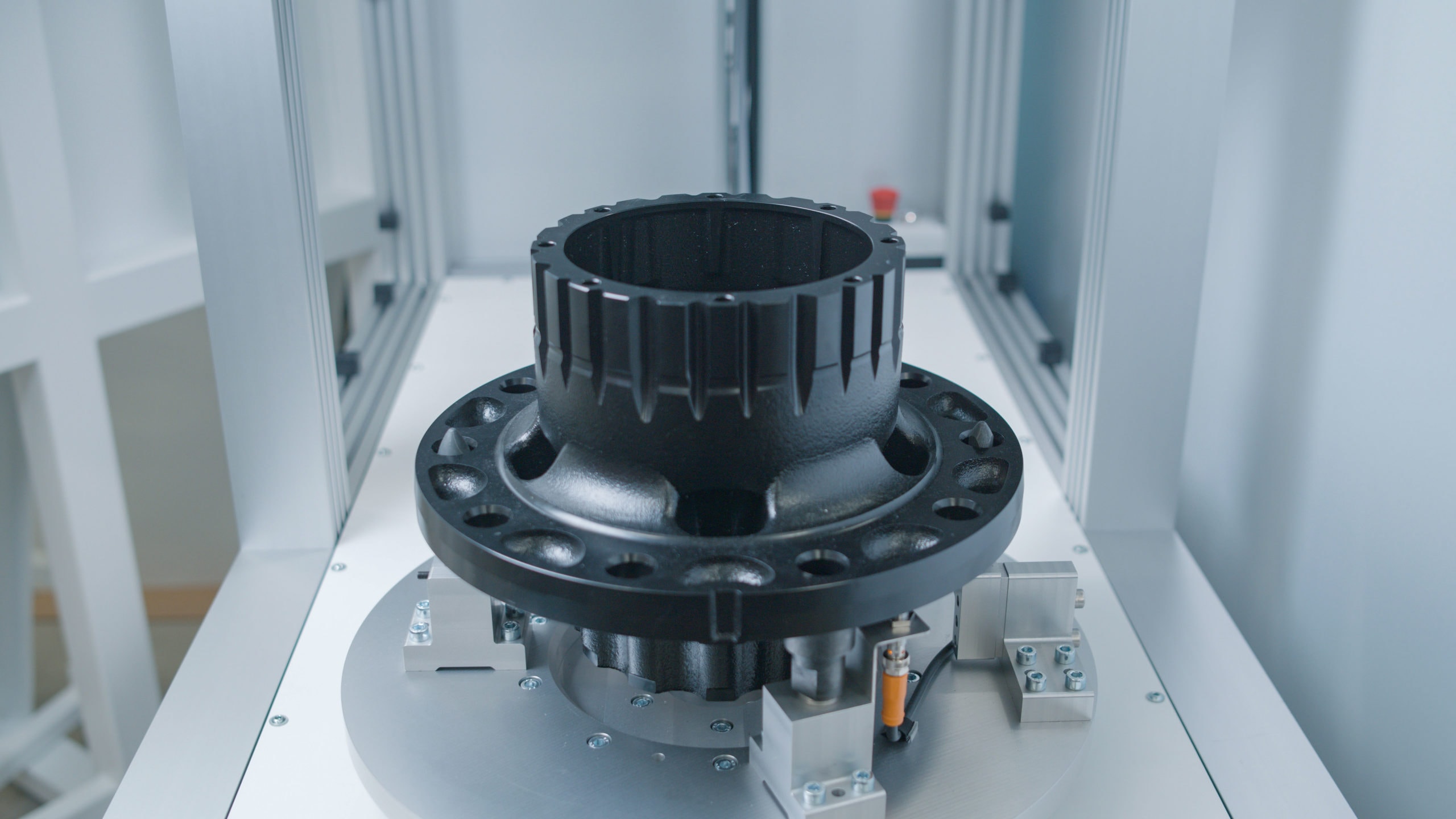
For wheel hubs, the internal structure plays a key role in driving safety. Irregularities or defects can lead to component failure, so thorough testing is essential.
Transmission housings require precision for efficient power transmission. Defective internal surfaces can cause long-term damage and negatively affect efficiency through frictional drag.
In electric motors, stator housings are crucial for energy efficiency and longevity. Material defects or irregularities are detected early by MABRI.VISION.
Here, the integrity and tightness of the container is of utmost importance to ensure safety and performance.
Tolerances and smooth surfaces are critical to fluid or air flow to ensure performance, longevity and efficiency.
Precise drilling in bearings is essential for machines or vehicles to minimize vibrations and wear.
Discover how our machine vision testing systems make the difference. Talk to an expert!
The minimum diameter that we can currently dive and test is in the range of 95mm to 148mm. As far as the maximum diameter is concerned, this is not explicitly defined. In such cases, we would use the infeed axis to position the optics in such a way that they optimally adapt to the diameter to be inspected. It should be noted that the field of view of the optics is around 40 mm. This enables flexible adjustment to different diameter ranges within the stated minimum and maximum values.
We can scan up to 350mm in z-space. This is due to the fact that the Z-axis has a reach of 400mm, where we have to subtract some space for collision safety and optics construction. This leaves an effective measurement height of about 350 mm for our scans in the z-domain.
The time it takes to remove a wheelhub component from the fixture after scanning it once through 360 degrees is typically less than 45 seconds. This period is made up of various process steps. We rotate the part at a speed of 180 degrees per second, capturing a full rotation. The new Z position for the next measurement is then approached. This cycle takes about 4 seconds in total. However, the total time depends on the number of measurement areas that need to be scanned.
The smallest defects that we want to detect are larger than 0.3 mm. Our pixel resolution on the workpiece is around 25 µm, which means we are able to precisely detect and identify pores or irregularities as large as 0.3 mm or larger.
The pixel resolution that we can achieve is highly dependent on the size of the measurement area. A simple rule applies: the smaller the measuring area, the higher the achievable resolution. For example, with a measuring area of 20 mm, we can achieve a resolution of around 12.5 µm.
However, for even higher resolutions we would need a new optics design and possibly specialized equipment. Large jumps in resolution usually require realignment of the optics and possibly also an adjustment of the entire system configuration.
The primary focus is on detecting pores. However, we are able to identify all types of deviations, including scratches, discolorations, dents, foreign bodies, and other defects. This detection is performed using anomaly detection. The potential defect candidates are then evaluated and filtered using Halcon. This ensures that we can reliably detect and inspect a wide range of defects.