Weld inspection · 100% inline
Hundreds of welds per component. One pass.
One station.
Multisensor inspection for large-area welded assemblies — geometry, completeness, surface and finest defects are recorded simultaneously, instead of serially in three test stations.
The challenge
Manual visual inspection does not scale. Pressure and X-ray testing take too long.
Anyone who has to inspect hundreds of welds per component usually has three poor options today: random sampling — and accepting complaints from the field; complete visual inspection — and crippling throughput; pressure or X-ray testing — expensive, slow, and only informative for certain defect classes.
What's missing is an inline inspection that simultaneously captures geometry, completeness, and the finest surface defects — and at a speed that doesn't slow down the line.
That's exactly what we're building.
If that applies to you
- Throughput is no longer sufficient — manual visual inspection is slowing down the line.
- Complaints from the field because defects are only noticed at the OEM.
- Audit pressure (IATF, Pressure Equipment Directive, H₂ safety) requires complete documentation.
- Sample sample allows too many defects to pass — customer demands 100% proof.
- X-ray/CT scan is too slow for the line cycle.
What makes the system different
Multisensory technology in one station.
Three sensor worlds, one pass, one test report. Geometry, completeness, and the finest surface defects in the same scan — no three stations in succession.
01 · Sensor technology combined
2D + 3D + AI in one setup
Area scan cameras for surface imaging. Laser triangulation or structured light for 3D geometry. Deep learning classification for defect assessment. Specialized illumination—dome, brightfield, darkfield, polarized—depending on the defect type. All in one station, instead of three separate stations.
Area scan camera · Laser triangulation · Deep learning
02 · Highspeed
High speed in large components
Web speed approximately 200 mm/s for 3D inspection, depending on sampling rate and resolution. In 2D operation, speeds can reach up to 1000 mm/s. Suitable for flat components up to approximately 2 m × 1.4 m. Resolution is adapted to the application—down to micropores and hairline cracks.
up to 2 m × 1.4 m · 200 mm / s
03 · Multi-defect
Multi-defect and component features in one pass
Pores, cracks, geometric deviations, seam completeness, and other component features are all assessed in a single scan. No separate stations are needed for visual inspection, geometry, and leak testing.
Pores · Cracks · Geometry · Completeness
Application areas
Where our systems are in use.
Our systems are already in use in various industrial sectors. Three areas where multi-sensor weld inspection is particularly in demand today are:
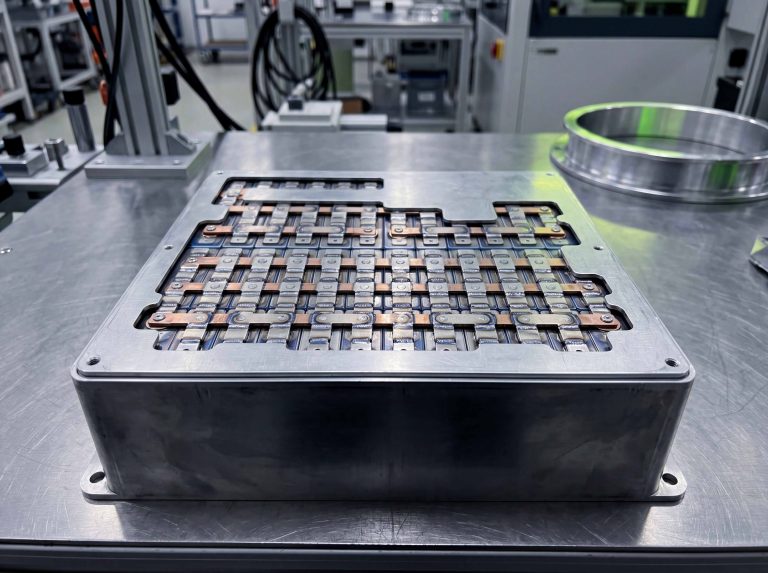
Battery cases (e-mobility)
Laser welds on housings and module carriers, often dozens to hundreds per component. Requirement: reliably detect leak-relevant defects and geometric deviations without increasing cycle time.

Pressure vessels, tanks, pipeline construction
Welds on pressure-bearing components are subject to the Pressure Equipment Directive and mandatory audits. Requirement: complete inspection documentation for each weld, instead of random visual inspections.
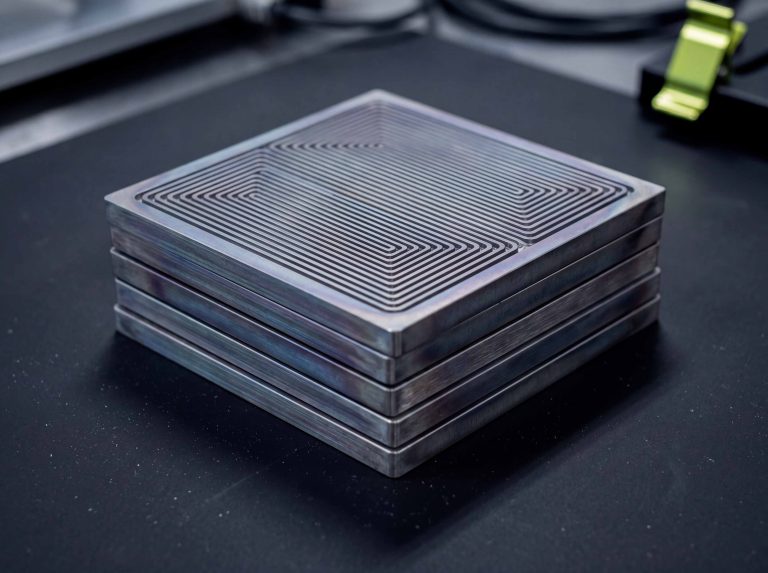
Hydrogen / Electrolysis components
Stack components, bipolar plates, half-shells — the finest defects and micropores must be reliably detected in H₂ applications because leakage is safety-relevant here.
Specifications & Reference
What the system technically delivers.
Six values that describe the system's key profile. Specific specifications for each application after trial testing.
- Component areaup to approx. 2 m × 1.4 m flat
- 2D path speedup to approx. 1,000 mm/s
- 3D path speedup to approx. 200 mm/s
- 2D resolution,sub-pixel accurate
- 3D height measurementin the µm range
- Visible defectsup to micropores & hairline cracks
- sensors+ AI + special lighting
“A MABRI.VISION system has been productively inspecting large-area welded assemblies at a European industrial customer since 2025 — multi-defect detection and completeness testing in a single pass.”
Anonymized reference · As of May 2026
MV.BRIX — modular platform
Configure instead of developing from scratch
Our MV.BRIX platform consists of proven hardware and software modules — automation, vision, software, inspection. We configure your customized system from these building blocks. Reduced risk. Shorter delivery times. Lower total cost of ownership.
- Scalable · maintainable · future-proof
- 100% perfectly tailored to your requirements
- Time to first measurement 6-8 months
From component to test report — in four steps.
This is a typical process when we jointly assess whether your application is suitable for our system. Specific timeframes depend on the scope of the assessment and our workload, and we will coordinate these directly with you.
Inquiry & Confidentiality
They describe the component, welding process, and testing task—if necessary, under NDA. Together, we discuss which defect classes we can realistically detect and which components are suitable for a test measurement.
Sensor selection & test setup
Based on your component geometry and the relevant defect classes, we propose a suitable sensor combination (2D + 3D + lighting) and plan the test setup.
Measurement & Evaluation
Once we receive your components, we scan them in our technical center, classify the defects, and discuss interim results with you. If necessary, we will take additional measurements.
Test report & recommendation
You will receive a test report with defect cards for each seam, measurement data and our assessment of whether — and under what conditions — the application can be meaningfully tested with our system.
Who we are
From sensor to satellite —
all from one source.
MABRI.VISION has specialized in the construction of optical inspection and measurement systems since 2015. We have approximately 50 employees in Aachen, with our own optics laboratory and cleanroom. Both managing directors are actively involved in every project—from feasibility studies to final acceptance.
We don't sell components, we don't sell standard products. We build systems that work in production because the engineering team that designs them stands behind them.
Inquire now
Send us your component. We will test it.
Request a trial test now. With your own components and a subsequent professional test report.
What can I expect?
- Sensor configuration — find out which technologies are suitable for your application
- Cost estimate — find out early whether and when an automated inspection is worthwhile.
- Anonymized pilot data from a sample measurement at the Aachen technical center