Lasinspectie · 100% inline
Honderden lassen per onderdeel. Eén doorgang.
Eén station.
Multisensorinspectie voor grootschalige lasverbindingen: geometrie, volledigheid, oppervlakte en zelfs de kleinste defecten worden gelijktijdig geregistreerd, in plaats van na elkaar in drie teststations.
De uitdaging
Handmatige visuele inspectie is niet schaalbaar. Druk- en röntgenonderzoek duren te lang.
Wie honderden lasnaden per onderdeel moet inspecteren, heeft tegenwoordig meestal drie slechte opties: steekproeven nemen – en klachten uit het veld accepteren; volledige visuele inspectie – en een enorme vertraging van de doorvoer; druk- of röntgenonderzoek – duur, traag en alleen informatief voor bepaalde soorten defecten.
Wat ontbreekt, is een inline-inspectie die tegelijkertijd de geometrie, volledigheid en de kleinste oppervlaktedefecten vastlegt – en dat met een snelheid die de productielijn niet vertraagt.
Dat is precies wat we aan het bouwen zijn.
Als dat op jou van toepassing is
- De doorvoer is niet langer voldoende — handmatige visuele inspectie vertraagt de productielijn.
- Klachten vanuit de praktijk komen voort uit het feit dat defecten pas bij de OEM worden opgemerkt.
- Auditdruk (IATF, Richtlijn drukvaten, H₂-veiligheid) vereist volledige documentatie.
- Een steekproef maakt het mogelijk dat te veel gebreken worden geaccepteerd – de klant eist 100% zekerheid.
- Röntgenfoto's/CT-scans zijn te traag voor de huidige cyclus.
Wat maakt het systeem anders?
Multisensorische technologie in één station.
Drie sensorwerelden, één doorgang, één testrapport. Geometrie, volledigheid en de fijnste oppervlaktedefecten in dezelfde scan — geen drie stations achter elkaar.
01 · Sensortechnologie gecombineerd
2D + 3D + AI in één configuratie
Oppervlaktescancamera's voor beeldvorming van oppervlakken. Lasertriangulatie of gestructureerd licht voor 3D-geometrie. Classificatie met behulp van deep learning voor defectanalyse. Gespecialiseerde verlichting – dome, brightfield, darkfield, gepolariseerd – afhankelijk van het type defect. Alles in één station, in plaats van drie aparte stations.
Oppervlaktescancamera · Lasertriangulatie · Deep learning
02 · Hogesnelheid
Hoge snelheid in grote componenten
De baansnelheid bedraagt circa 200 mm/s voor 3D-inspectie, afhankelijk van de bemonsteringsfrequentie en resolutie. Bij 2D-bewerkingen kunnen snelheden tot 1000 mm/s oplopen. Geschikt voor vlakke componenten tot circa 2 m × 1,4 m. De resolutie wordt aangepast aan de toepassing – tot aan microporiën en haarscheurtjes.
tot 2 m × 1,4 m · 200 mm/s
03 · Meerdere defecten
Meerdere defecten en componentkenmerken in één keer verwerken
Poriën, scheuren, geometrische afwijkingen, volledigheid van de naden en andere componentkenmerken worden allemaal in één scan beoordeeld. Er zijn geen aparte stations nodig voor visuele inspectie, geometrie en lektesten.
Poriën · Scheuren · Geometrie · Volledigheid
Toepassingsgebieden
Waar onze systemen in gebruik zijn.
Onze systemen worden al in diverse industriële sectoren gebruikt. Drie gebieden waar lasinspectie met meerdere sensoren momenteel bijzonder veel vraag naar heeft, zijn:
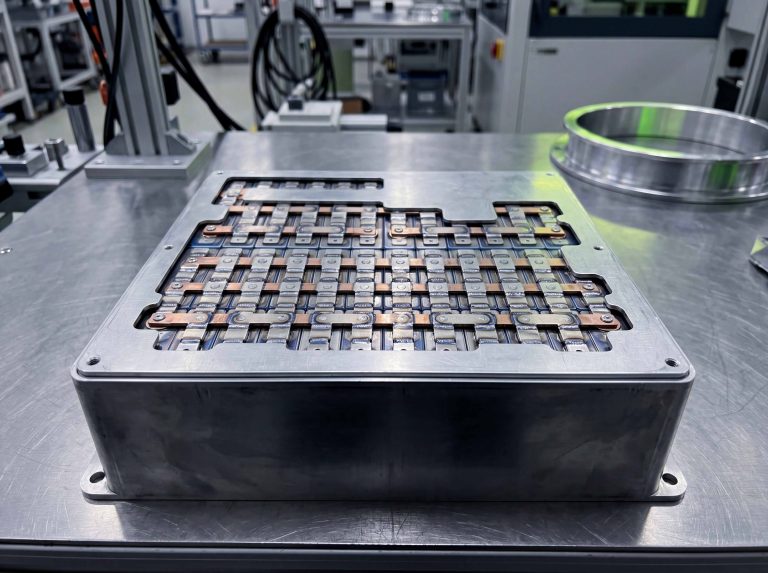
Batterijbehuizingen (e-mobiliteit)
Laserlassen op behuizingen en moduledragers, vaak tientallen tot honderden per component. Vereiste: betrouwbare detectie van lekkagegerelateerde defecten en geometrische afwijkingen zonder de cyclustijd te verlengen.

Drukvaten, tanks, pijpleidingbouw
Lasnaden op drukdragende componenten vallen onder de Richtlijn Drukapparatuur en zijn onderworpen aan verplichte audits. Vereiste: volledige inspectiedocumentatie voor elke lasnaad, in plaats van steekproefsgewijze visuele inspecties.
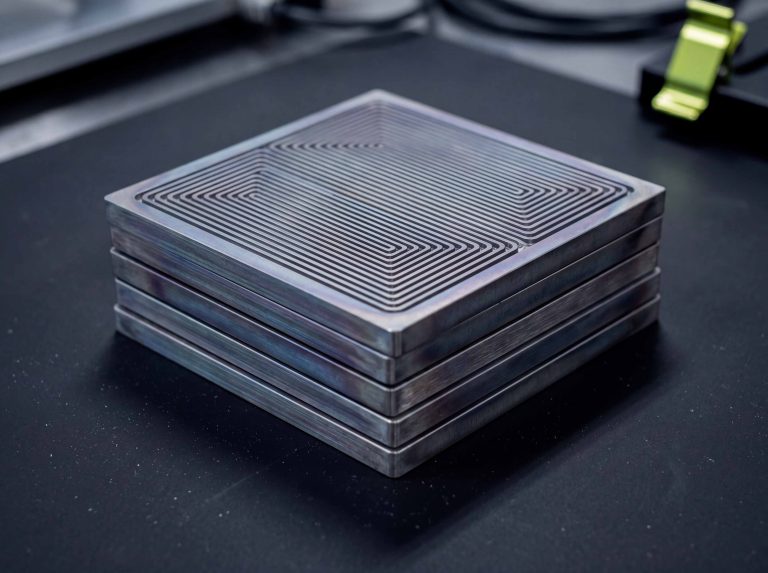
Waterstof / Elektrolysecomponenten
Stapelcomponenten, bipolaire platen, halfschalen — zelfs de kleinste defecten en microporiën moeten betrouwbaar worden gedetecteerd in H₂-toepassingen, omdat lekkage hier van belang is voor de veiligheid.
Specificaties en referentie
Wat het systeem technisch gezien levert.
Zes waarden die het kernprofiel van het systeem beschrijven. Specifieke specificaties voor elke toepassing na proefdraaien.
- Componentoppervlaktetot circa 2 m × 1,4 m vlak
- 2D-padsnelheidtot circa 1.000 mm/s
- 3D-padsnelheidtot circa 200 mm/s
- 2D-resolutie,subpixelnauwkeurig
- 3D-hoogtemetingin het µm-bereik
- Zichtbare defectentot aan microporiën en haarscheurtjes.
- sensoren+ AI + speciale verlichting
"Een MABRI.VISION-systeem wordt sinds 2025 gebruikt voor de productieve inspectie van grootschalige lasconstructies bij een Europese industriële klant – detectie van meerdere defecten en volledigheidstests in één enkele doorgang."
Geanonimiseerde referentie · Vanaf mei 2026
MV.BRIX — modulair platform
Configureren in plaats van helemaal opnieuw te ontwikkelen
Ons MV.BRIX-platform bestaat uit beproefde hardware- en softwaremodules: automatisering, vision, software en inspectie. Wij configureren uw systeem op maat met behulp van deze bouwstenen. Minder risico. Kortere levertijden. Lagere totale eigendomskosten.
- Schaalbaar · onderhoudbaar · toekomstbestendig
- 100% perfect afgestemd op uw wensen.
- Tijd tot eerste meting: 6-8 maanden
Van component tot testrapport — in vier stappen.
Dit is een standaardprocedure waarbij we gezamenlijk beoordelen of uw aanvraag geschikt is voor ons systeem. De exacte tijdsduur is afhankelijk van de omvang van de beoordeling en onze werklast, en we zullen dit rechtstreeks met u afstemmen.
Informatieaanvraag en vertrouwelijkheid
Ze beschrijven het onderdeel, het lasproces en de testopdracht – indien nodig onder geheimhoudingsverplichting. Samen bespreken we welke defectklassen we realistisch kunnen detecteren en welke onderdelen geschikt zijn voor een testmeting.
Sensorselectie en testopstelling
Op basis van de geometrie van uw component en de relevante defectklassen stellen wij een geschikte sensorcombinatie voor (2D + 3D + verlichting) en plannen wij de testopstelling.
Meting en evaluatie
Zodra we uw componenten ontvangen, scannen we ze in ons technisch centrum, classificeren we de defecten en bespreken we de tussentijdse resultaten met u. Indien nodig nemen we aanvullende metingen.
Testrapport en aanbeveling
U ontvangt een testrapport met defectkaarten voor elke naad, meetgegevens en onze beoordeling of – en onder welke omstandigheden – de toepassing op zinvolle wijze met ons systeem kan worden getest.
Wie we zijn
Van sensor tot satelliet:
alles uit één hand.
MABRI.VISION is sinds 2015 gespecialiseerd in de bouw van optische inspectie- en meetsystemen. We hebben circa 50 medewerkers in Aken, met een eigen optisch laboratorium en cleanroom. Beide directeuren zijn actief betrokken bij elk project – van haalbaarheidsstudies tot de uiteindelijke oplevering.
Wij verkopen geen losse componenten, wij verkopen geen standaardproducten. Wij bouwen systemen die in de praktijk werken omdat het engineeringteam dat ze ontwerpt er volledig achter staat.
Vraag nu informatie aan
Stuur ons uw component. Wij zullen het testen.
Vraag nu een proeftest aan. Met uw eigen componenten en een daaropvolgend professioneel testrapport.
Wat kan ik verwachten?
- Sensorconfiguratie — ontdek welke technologieën geschikt zijn voor uw toepassing.
- Kostenraming — ontdek vroegtijdig of en wanneer een geautomatiseerde inspectie de moeite waard is.
- Geanonimiseerde pilotgegevens van een steekproefmeting in het technisch centrum van Aken.