Inspection des soudures · 100 % en ligne
Des centaines de soudures par composant. Une seule passe.
Un seul poste.
Inspection multisensorielle des assemblages soudés de grande surface : la géométrie, l’intégrité, la surface et les défauts les plus fins sont enregistrés simultanément, au lieu d’être enregistrés en série dans trois stations de test.
Le défi
L'inspection visuelle manuelle n'est pas adaptée à grande échelle. Les tests de pression et aux rayons X sont trop longs.
Quiconque doit inspecter des centaines de soudures par composant n'a généralement aujourd'hui que trois options peu satisfaisantes : l'échantillonnage aléatoire – et l'acceptation des plaintes du terrain ; l'inspection visuelle complète – et la réduction drastique du débit ; les tests de pression ou aux rayons X – coûteux, lents et informatifs uniquement pour certaines catégories de défauts.
Ce qui manque, c'est une inspection en ligne qui capture simultanément la géométrie, l'intégrité et les plus petits défauts de surface, et ce à une vitesse qui ne ralentit pas la chaîne de production.
C'est précisément ce que nous sommes en train de construire.
Si cela vous concerne
- Le débit n'est plus suffisant : l'inspection visuelle manuelle ralentit la chaîne de production.
- Des plaintes proviennent du terrain car les défauts ne sont constatés qu'au niveau du fabricant d'origine.
- Les contrôles de pression (IATF, Directive sur les équipements sous pression, sécurité H₂) nécessitent une documentation complète.
- L'échantillon standard laisse passer trop de défauts — le client exige une preuve à 100 %.
- La radiographie/le scanner est trop lent pour le cycle de la ligne.
Qu'est-ce qui différencie ce système ?
Technologie multisensorielle dans un seul poste.
Trois zones de capteurs, un seul passage, un seul rapport de test. Géométrie, exhaustivité et détection des moindres défauts de surface en un seul scan – pas de trois stations successives.
01 · Technologie de capteurs combinée
2D + 3D + IA dans une seule configuration
Caméras matricielles pour l'imagerie de surface. Triangulation laser ou lumière structurée pour la géométrie 3D. Classification par apprentissage profond pour l'évaluation des défauts. Éclairage spécialisé (dôme, fond clair, fond noir, polarisé) selon le type de défaut. Le tout sur une seule station, au lieu de trois stations distinctes.
Caméra matricielle · Triangulation laser · Apprentissage profond
02 · Haute vitesse
Haute vitesse dans les grands composants
Vitesse de défilement d'environ 200 mm/s pour l'inspection 3D, selon la fréquence d'échantillonnage et la résolution. En mode 2D, les vitesses peuvent atteindre 1 000 mm/s. Convient aux pièces plates jusqu'à environ 2 m × 1,4 m. La résolution est adaptée à l'application, permettant la détection de micropores et de fissures capillaires.
jusqu'à 2 m × 1,4 m · 200 mm/s
03 · Défauts multiples
Fonctionnalités multi-défauts et composants en une seule passe
Porosités, fissures, défauts géométriques, intégrité des joints et autres caractéristiques des composants sont évalués en une seule analyse. Aucun poste distinct n'est nécessaire pour l'inspection visuelle, la géométrie et le contrôle d'étanchéité.
Pores · Fissures · Géométrie · Intégrité
Domaines d'application
Là où nos systèmes sont utilisés.
Nos systèmes sont déjà utilisés dans divers secteurs industriels. Trois domaines où l'inspection des soudures multi-capteurs est particulièrement demandée aujourd'hui sont :
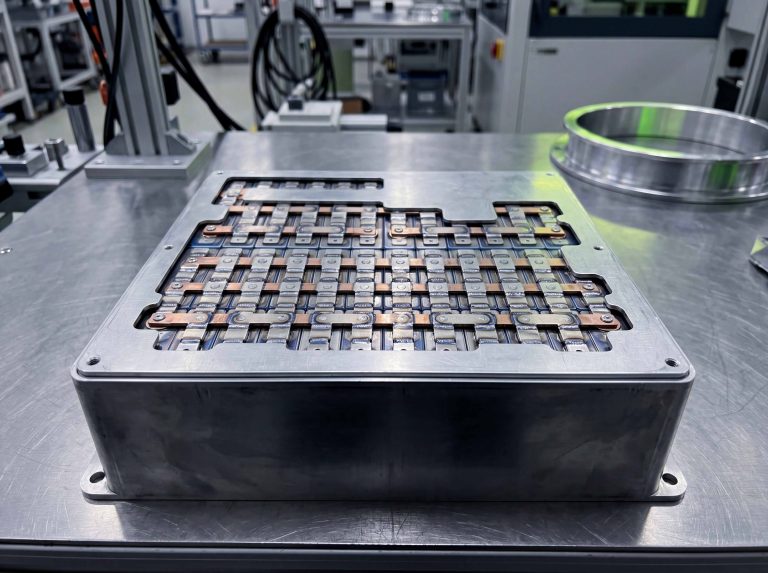
Boîtiers de batterie (mobilité électrique)
Soudage laser sur boîtiers et supports de modules, souvent de plusieurs dizaines à plusieurs centaines par composant. Exigence : détecter de manière fiable les défauts susceptibles de provoquer des fuites et les écarts géométriques sans augmenter le temps de cycle.

construction de réservoirs sous pression, de réservoirs et de pipelines
Les soudures sur les composants soumis à pression sont soumises à la directive relative aux équipements sous pression et à des audits obligatoires. Exigence : documentation complète d’inspection pour chaque soudure, en lieu et place d’inspections visuelles aléatoires.
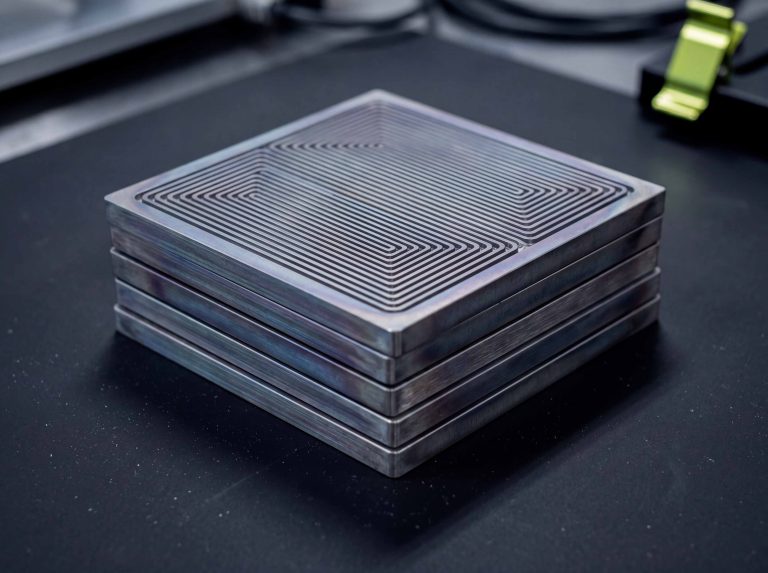
Composants d'hydrogène/électrolyse
Composants empilés, plaques bipolaires, demi-coquilles — les défauts les plus fins et les micropores doivent être détectés de manière fiable dans les applications H₂ car les fuites sont ici importantes pour la sécurité.
Spécifications et références
Ce que le système fournit techniquement.
Six valeurs qui décrivent le profil clé du système. Spécifications spécifiques pour chaque application après essais.
- Surface des composantsjusqu'à environ 2 m × 1,4 m plane
- Vitesse de déplacement 2Djusqu'à environ 1 000 mm/s
- Vitesse de déplacement 3Djusqu'à environ 200 mm/s
- Résolution 2D,précision subpixel
- Mesure de hauteur 3Ddans la gamme des µm
- Défauts visiblesjusqu'aux micropores et aux fissures capillaires
- Capteurs+ IA + éclairage spécial
« Depuis 2025, un système MABRI.VISION inspecte efficacement des assemblages soudés de grande surface chez un client industriel européen, effectuant une détection de défauts multiples et un contrôle d'intégrité en une seule passe. »
Référence anonymisée · En mai 2026
MV.BRIX — plateforme modulaire
Configurer au lieu de développer à partir de zéro
Notre plateforme MV.BRIX se compose de modules matériels et logiciels éprouvés : automatisation, vision, logiciels et inspection. Nous configurons votre système sur mesure à partir de ces éléments. Risques réduits. Délais de livraison raccourcis. Coût total de possession inférieur.
- Évolutif · maintenable · pérenne
- 100% parfaitement adapté à vos besoins
- Délai avant la première mesure : 6 à 8 mois
Du composant au rapport de test — en quatre étapes.
Il s'agit de la procédure habituelle pour évaluer ensemble si votre application est adaptée à notre système. Les délais précis dépendent de l'étendue de l'évaluation et de notre charge de travail ; nous vous en informerons directement.
Demande de renseignements et confidentialité
Ils décrivent le composant, le procédé de soudage et la tâche de test, le cas échéant sous accord de confidentialité. Ensemble, nous discutons des classes de défauts que nous pouvons raisonnablement détecter et des composants adaptés à un test de mesure.
Sélection des capteurs et configuration de test
En fonction de la géométrie de votre composant et des classes de défauts pertinentes, nous proposons une combinaison de capteurs adaptée (2D + 3D + éclairage) et planifions la configuration de test.
Mesure et évaluation
Dès réception de vos composants, nous les analysons dans notre centre technique, classons les défauts et discutons des résultats intermédiaires avec vous. Si nécessaire, nous effectuons des mesures complémentaires.
Rapport de test et recommandations
Vous recevrez un rapport de test comprenant des fiches de défauts pour chaque couture, des données de mesure et notre évaluation de la possibilité, et des conditions dans lesquelles, de tester l'application de manière pertinente avec notre système.
Qui sommes-nous ?
Du capteur au satellite —
tout provient d'une seule et même source.
Depuis 2015, MABRI.VISION est spécialisée dans la conception et la réalisation de systèmes d'inspection et de mesure optiques. Notre entreprise, basée à Aix-la-Chapelle, emploie une cinquantaine de personnes et dispose de son propre laboratoire d'optique et d'une salle blanche. Nos deux directeurs généraux sont impliqués dans chaque projet, de l'étude de faisabilité à la réception finale.
Nous ne vendons pas de composants, ni de produits standard. Nous concevons des systèmes fonctionnels en production, car l'équipe d'ingénieurs qui les conçoit en est pleinement responsable.
Renseignez-vous dès maintenant
Envoyez-nous votre composant. Nous le testerons.
Demandez un essai gratuit dès maintenant. Avec vos propres composants et un rapport de test professionnel à la clé.
À quoi puis-je m'attendre ?
- Configuration des capteurs — découvrez les technologies adaptées à votre application
- Estimation des coûts — renseignez-vous rapidement pour savoir si et quand une inspection automatisée est rentable.
- Données pilotes anonymisées issues d'une mesure d'échantillon effectuée au centre technique d'Aix-la-Chapelle