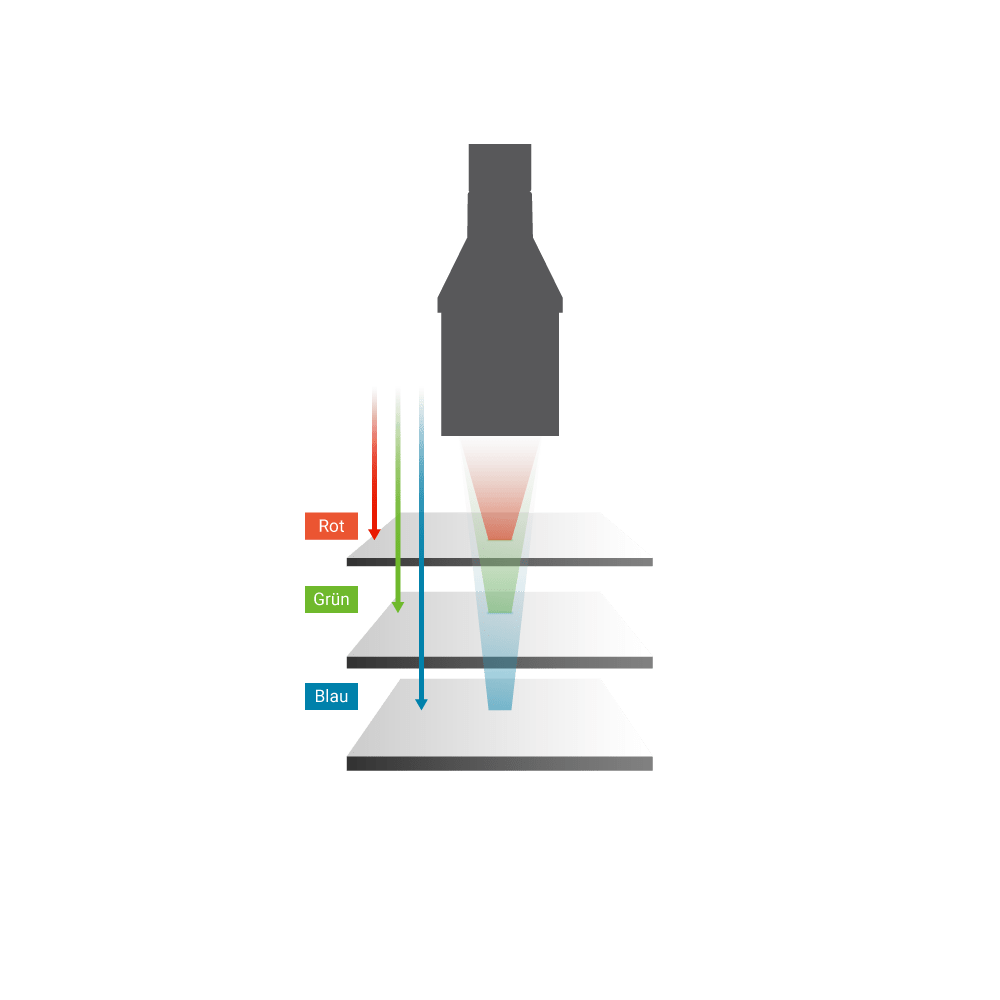
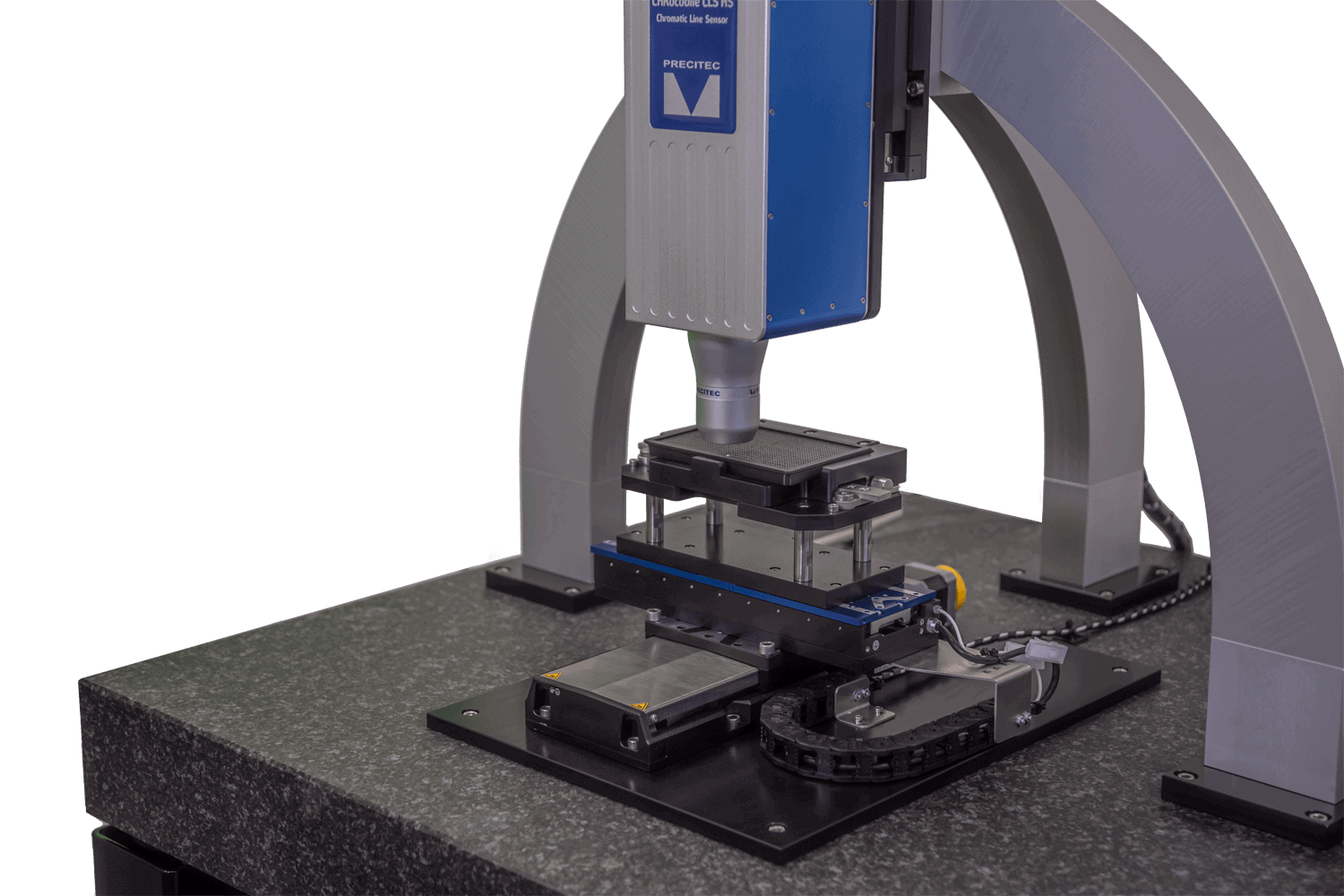
capteur de ligne chromatique
Un capteur linéaire confocal chromatique fonctionne, en termes de principe de mesure, comme un capteur ponctuel confocal classique. Sa disposition linéaire permet l'acquisition simultanée de 192 points de mesure, autorisant ainsi des vitesses de mesure très élevées.

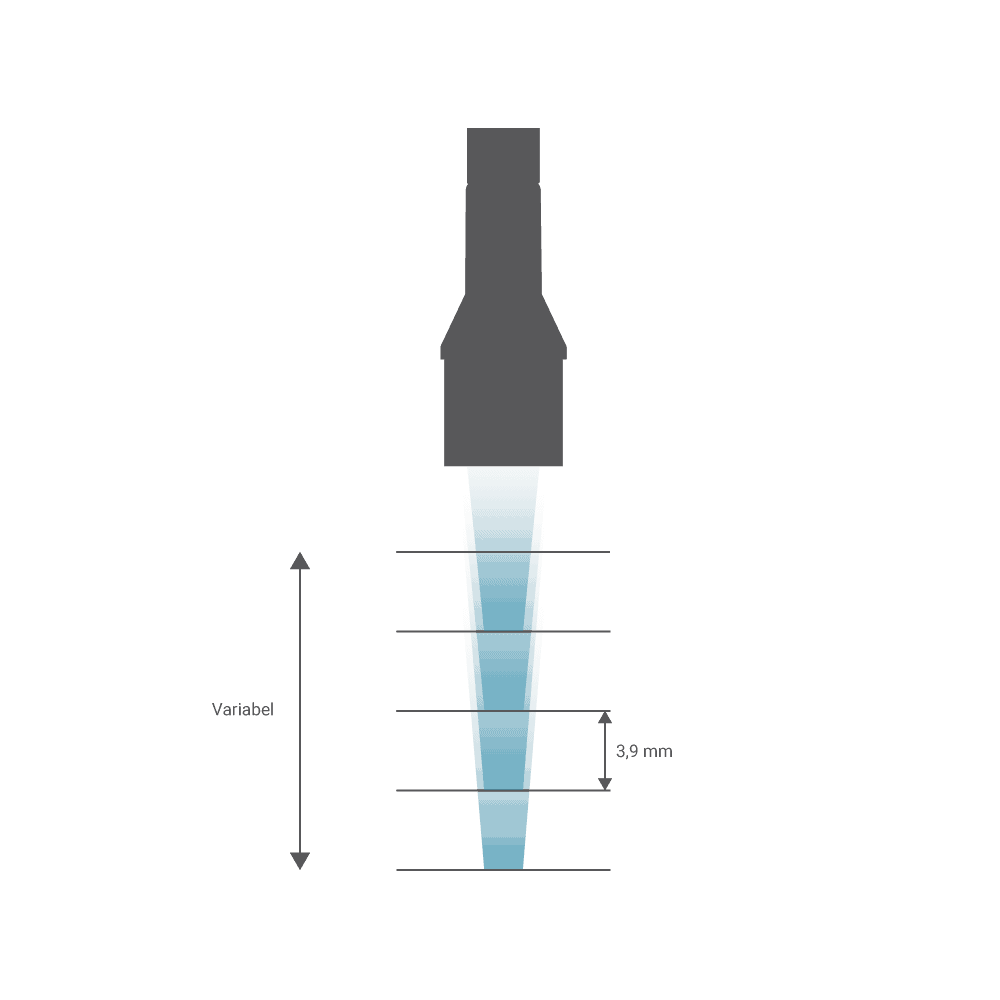
Plage de mesure Z extrême
Selon la tête de mesure, la plage de mesure Z du système de test MV.EYE CR1 s'étend de 500 µm à 3 mm et peut être encore augmentée et adaptée à vos exigences de test grâce à une mise à l'échelle flexible de l'axe Z.

Inspecter rapidement de grandes zones
Avec 192 points de mesure alignés et une fréquence de mesure pouvant atteindre 6 000 Hz, même les grandes zones de test à très haute densité de points peuvent être scannées rapidement. Le système à portique couvre une surface standard de 200 x 200 mm² et peut être étendu selon les besoins.

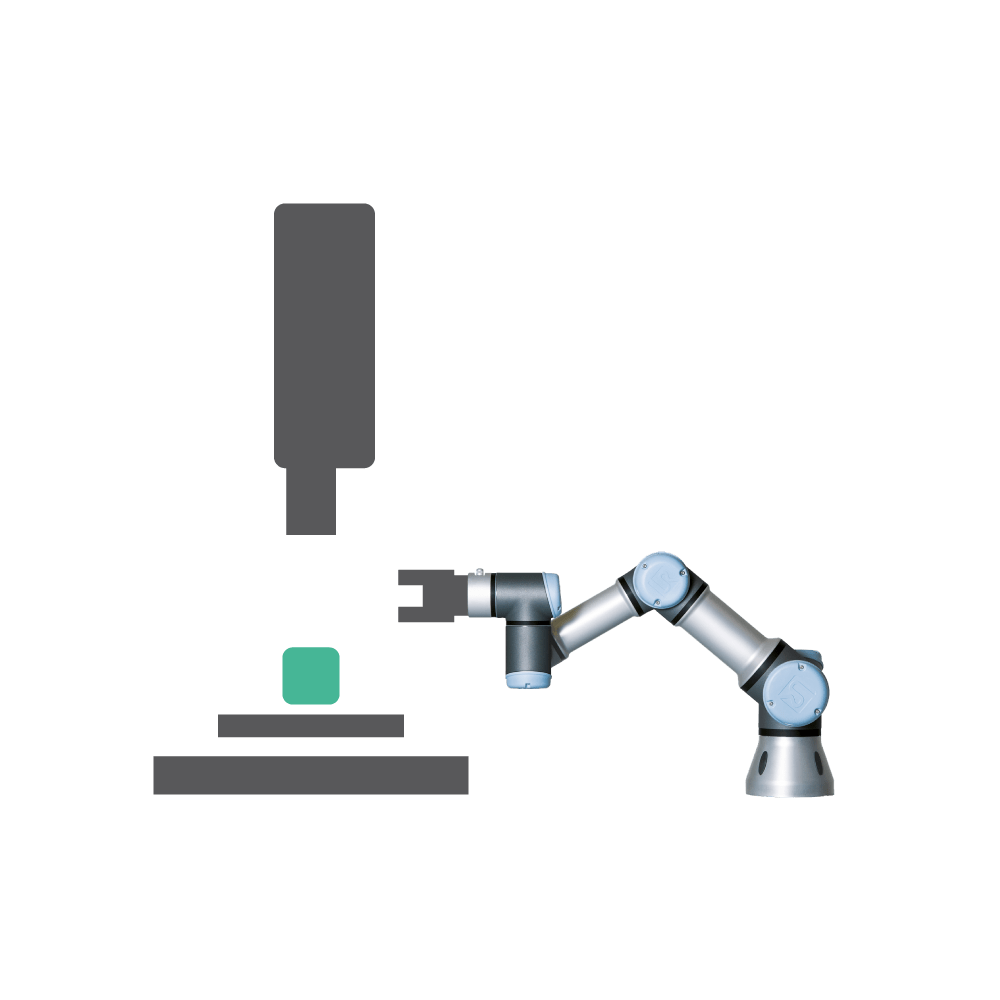
Processus automatisés
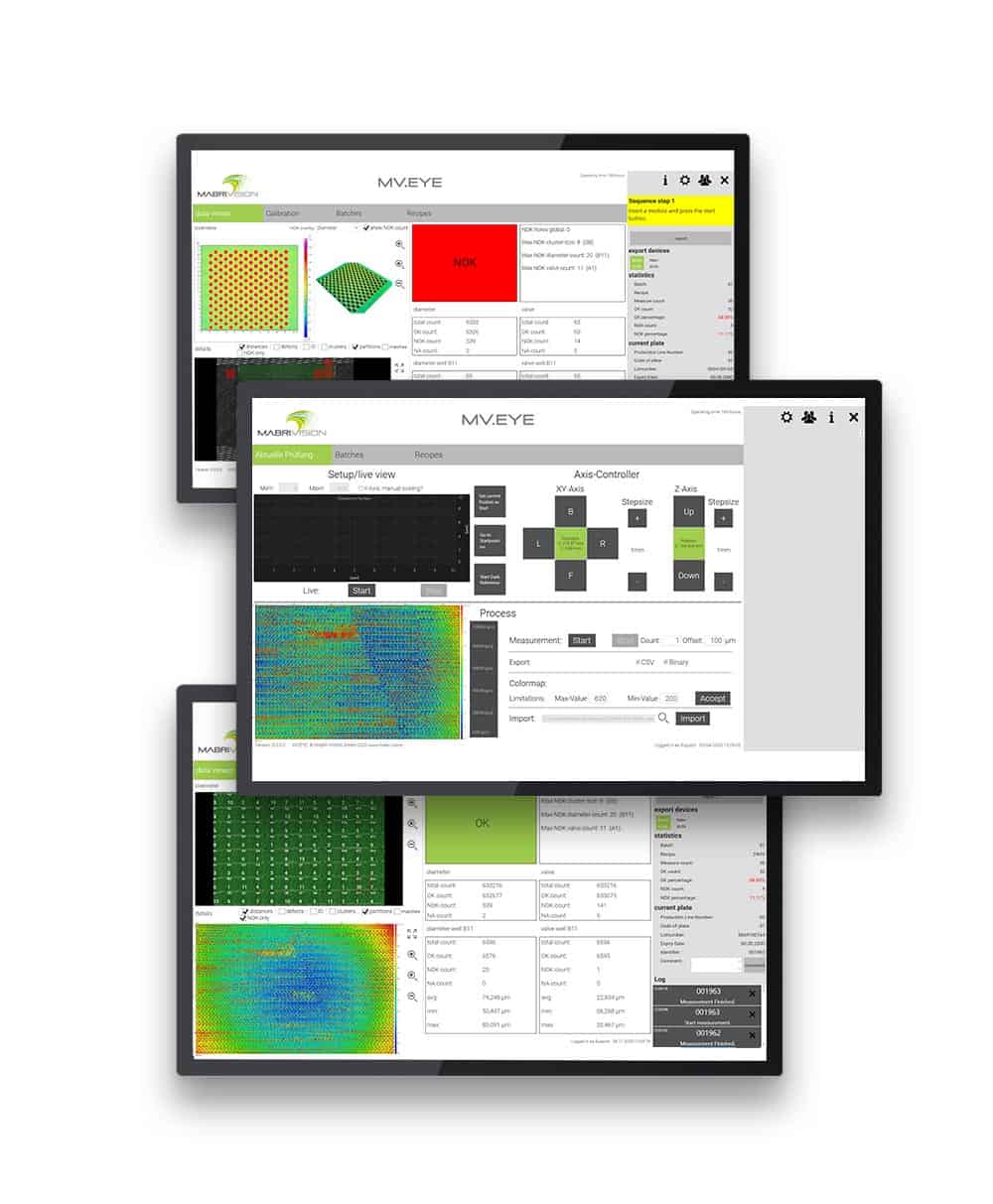
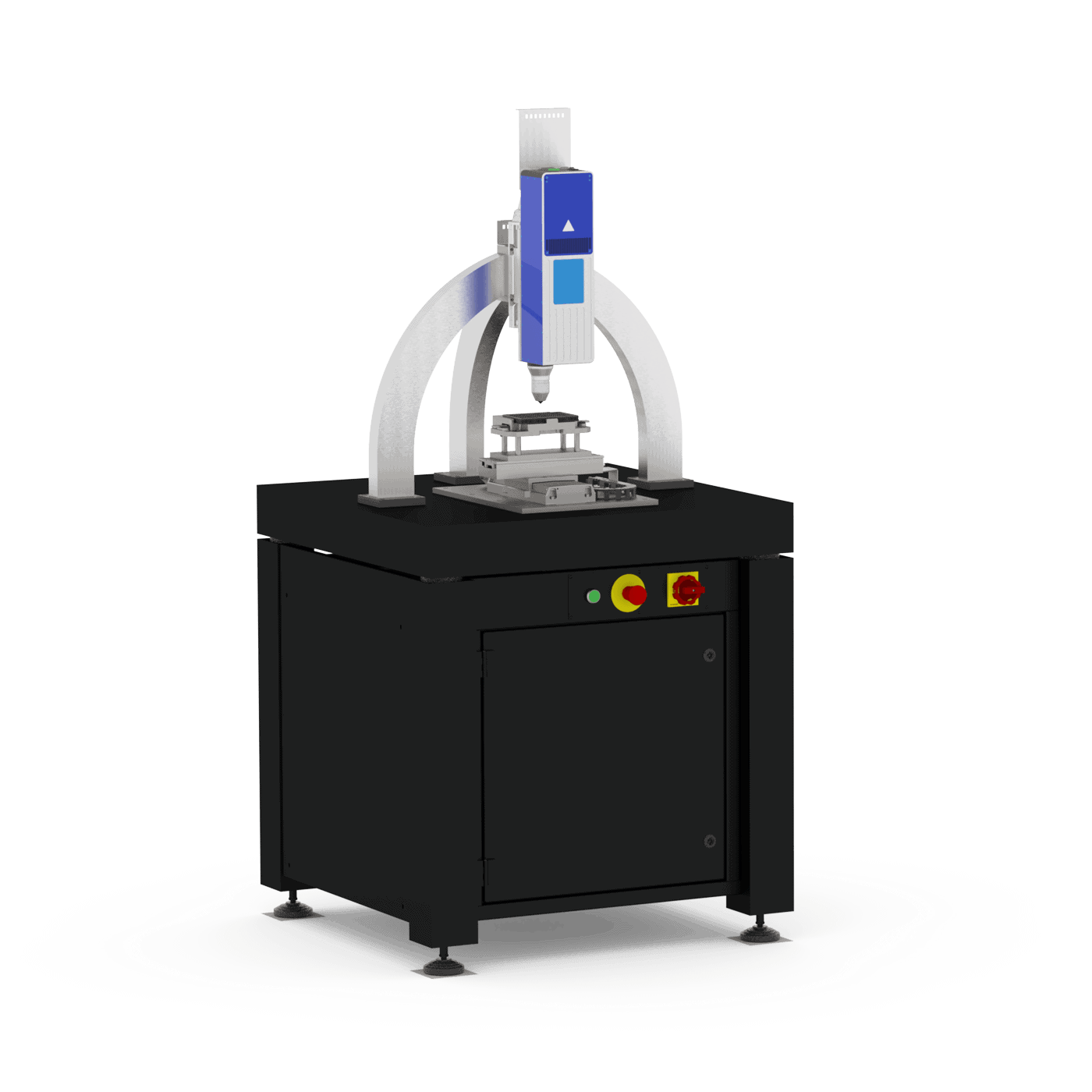
Le système de test autonome, avec son contrôleur intégré et sa table en granit, est particulièrement adapté aux laboratoires d'essais, mais peut également être utilisé directement en production. Les processus de numérisation peuvent être automatisés par logiciel et enregistrés sous forme de recettes
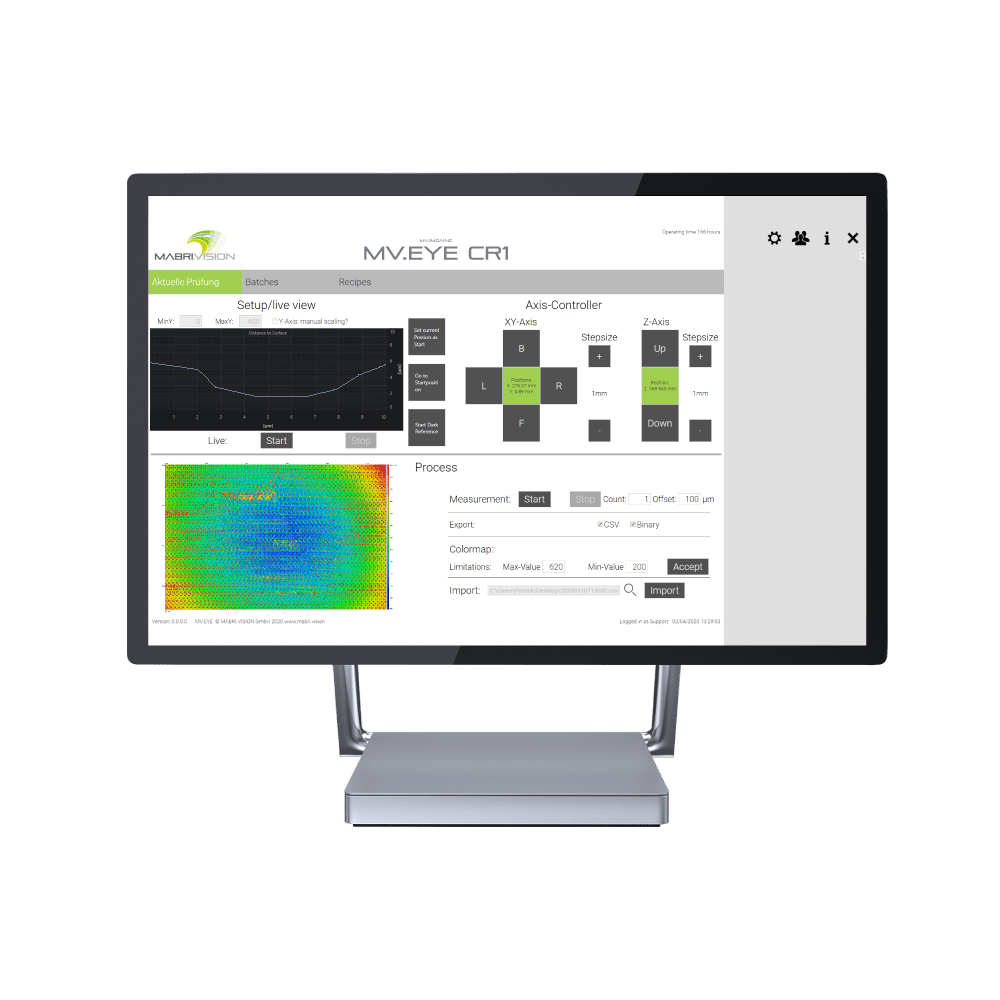
Carte de connexion aux montagnes
Le système d'inspection MV.EYE CR1 génère des rapports d'assurance qualité grâce à une connexion directe avec le logiciel d'évaluation MountainsMap de Digital Surf. Les options d'évaluation comprennent les inspections géométriques et les mesures de rugosité.